
HTP Welders: Where Metal Meets Mastery
From garage projects to production floors—reliable welding equipment that grows with your skills.

Best Sellers

MTS Collision Repair Package
The 8 square inch LCD featured on the Pro Pulse 220 MTS adds to setup simplicity by telling you which gas your application requires.

Dual Voltage Miller package
The Independence 210 handles both AC and DC welding with ease, making it your go-to machine for versatility across materials and applications

Single Voltage AC/DC Water-Cooled
It features 1 amp starting and 250 amps max output and it comes with an easy to navigate menu displayed on a 5.1” Hi definition LCD Color Screen.

AC/DC Smart Water-Cooled Package
The fans only power up when cooling is required, reducing noise and eliminating unwanted grinding dust from being pulled into the machine.

AC/DC Air-Cooled Package
This machine has High Frequency start with the option to change to Lift-Arc Start when you work around sensitive electronics where high frequency is unwanted.

Mig 2800i
The new HTP Mig 2800i puts out 300 Amps of raw Mig welding power from a 50-amp single phase (240 Volt) wall outlet, and that is just the beginning.

Built By Welders, For Welders
HTP started in a garage in 1989 when our founder got tired of machines that couldn’t keep up with real shop demands. We figured if you’re going to spend 10 hours a day behind a hood, your equipment should work as hard as you do. So we built welders that actually last—machines that fire up every morning without drama and lay down consistent beads shift after shift.
Today, we’re still that same stubborn company that tests every machine like our reputation depends on it (because it does). Our engineers aren’t just designers—they’re welders who’ve burned through enough rod to know what matters. When you call our support line, you’re talking to someone who’s actually run a bead, not reading from a script. We build our machines in the USA because we want to control every weld, every wire, every component that goes into them.
We’re not the biggest name in welding, and that’s fine by us. We’d rather focus on building machines that professionals trust when the job has to be done right. Whether you’re fabricating structural steel or doing precision TIG work on stainless, we make the tools that make your work possible. No fancy marketing speak, no inflated specs—just reliable welding equipment backed by people who understand what you do for a living.
Categories

MIG Welders
TIG Welders

Stick Welders
Get the Latest Industry Insights
Technical articles, product updates, and welding tips delivered monthly.
Master Your Craft
HTP delivers welding equipment that works as hard as you do. No marketing fluff, no corner-cutting—just reliable machines backed by people who understand what you’re building.
Professional-Grade Equipment
Lifetime Technical Support
True Duty Cycle
Field-Proven Durability
Welding Accessories

Torches & Guns
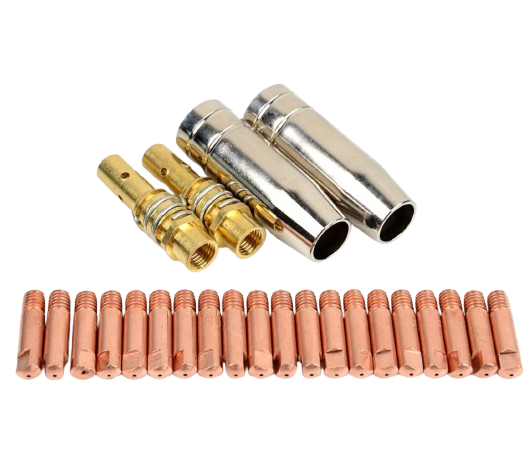
Contact Tips & Nozzles
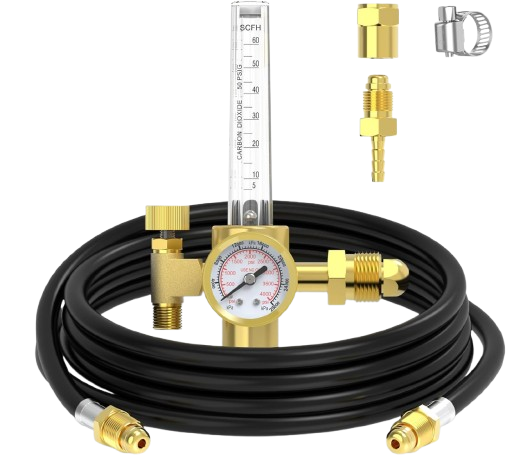
Gas Hoses & Regulators
Common Questions
For steel welding, a 75% argon/25% CO2 mix works well for most applications. Stainless steel requires 98% argon/2% CO2 or tri-mix gases. Aluminum welding performs best with 100% argon. Gas selection affects arc stability, penetration, and final weld appearance.
Contact tips typically need replacement every 4-8 hours of continuous welding, or when the hole becomes worn or spatter builds up. Nozzles should be cleaned regularly and replaced when damaged. Drive rolls last several months with proper tension but should be checked for wear grooves that can affect wire feeding.
TIG welding provides the most control for materials under 1/8 inch thick, allowing precise heat input. For MIG welding thin materials, use smaller diameter wire (.023″ or .030″), lower voltage settings, and faster travel speeds. Pulse settings, when available, help reduce heat input and prevent burn-through.
Intermittent arc problems typically result from poor ground connections, contaminated base metal, or incorrect voltage/wire speed settings. Check that the ground clamp makes solid contact with clean metal. Remove paint, rust, or oil from the welding area. Verify settings match the material thickness and wire diameter being used.
Wire feeding issues often stem from incorrect drive roll tension, worn contact tips, or kinked liner cables. Check that drive rolls match the wire diameter and type. Ensure the liner is the correct size and cut cleanly without burrs. Bird nesting at the drive rolls usually indicates too much tension or a feeding obstruction.
Regular cleaning of drive rolls and liner prevents wire feeding issues. Check and tighten all electrical connections monthly. Keep the cooling fan and vents clear of debris to prevent overheating. Replace worn consumables before they cause arc instability. Store machines in dry environments to prevent moisture damage to internal components.